╠®░▓╩ąČ”÷╬Įī┘╚▌Ų„ėąŽ▐╣½╦Š-┘|(zh©¼)┴┐┐╔┐┐ųĄĄ├ą┼┘ć
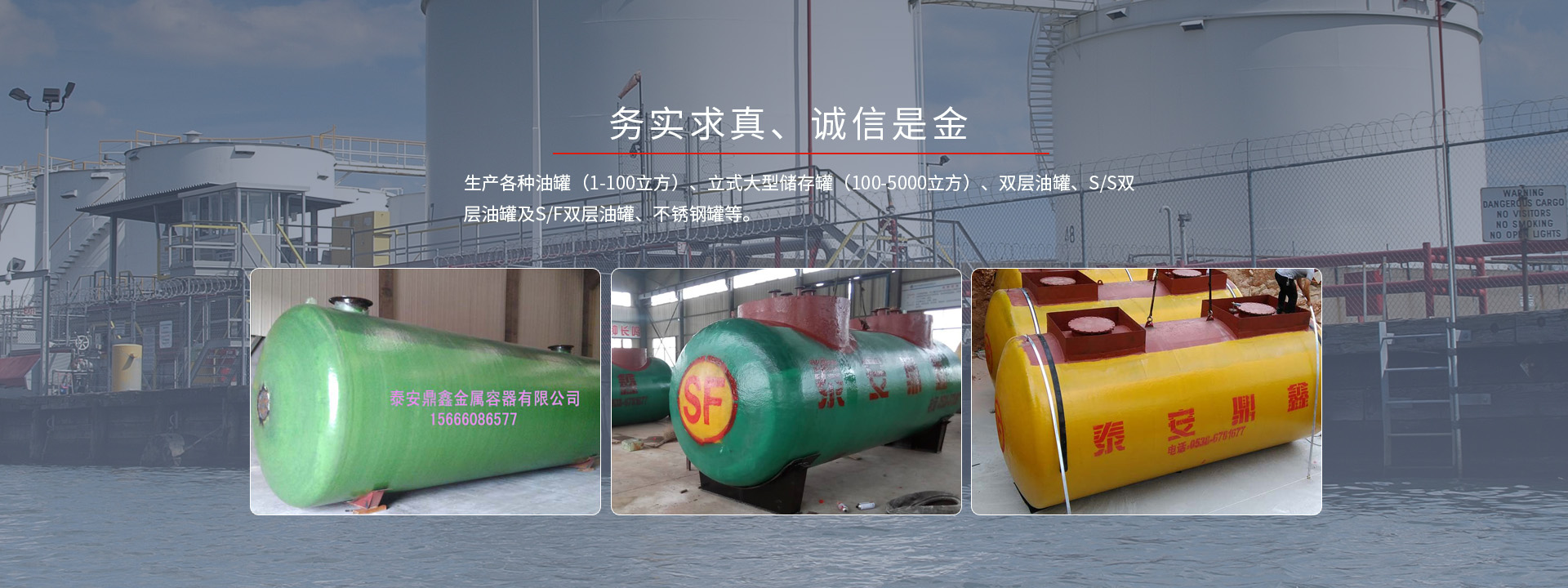
Ė„ĘNė═╣▐· ┴ó╩Į┤¾ą═ā”┤µ╣▐· ļpīėė═╣▐· ▓╗õPõō╣▐Ą╚
Č©ųŲ¤ßŠĆŻ║
13583816668 15666086577
╠®░▓╩ąČ”÷╬Įī┘╚▌Ų„ėąŽ▐╣½╦Š-┘|(zh©¼)┴┐┐╔┐┐ųĄĄ├ą┼┘ć
Ė„ĘNė═╣▐· ┴ó╩Į┤¾ą═ā”┤µ╣▐· ļpīėė═╣▐· ▓╗õPõō╣▐Ą╚
13583816668 15666086577



|
Æ▀ę╗Æ▀╩ųÖCšŠ |
Æ▀ę╗Æ▀╝ė╬óą┼ |
¤ßŠĆ:15666086577






